G-code en impression 3D : guide complet des commandes essentielles
En impression 3D, le G-code transforme un modèle 3D en une suite d’instructions que la machine exécute ligne par ligne pour fabriquer l’objet.
En bref : Le G-code est le langage de programmation que comprend votre imprimante 3D. C’est votre slicer (Cura, PrusaSlicer, Bambu Studio) qui le génère automatiquement depuis votre fichier 3D. Vous n’avez pas besoin de le maîtriser pour imprimer, mais comprendre les commandes essentielles permet de diagnostiquer des problèmes, personnaliser le démarrage de vos impressions et optimiser vos réglages. Les commandes les plus importantes : G28 (homing), G1 (déplacement avec extrusion), M104 (température buse), M140 (température plateau), G92 (remise à zéro de l’extrudeur).
Quand vous lancez une impression 3D, votre slicer génère un fichier. gcode que l’imprimante lit ligne par ligne. Ce fichier contient les déplacements, températures, vitesses, ventilateurs et actions de fin d’impression. Vous n’avez pas besoin de le programmer vous-même. Pour autant, comprendre le G-code s’avère utile quand une impression échoue. Pour apprendre à imprimer en 3d, voici un guide complet pour comprendre le G-code.

C’est quoi le G-code en impression 3D ?
G-code : définition simple
Le G-code, ou Geometric Code, est un langage de programmation utilisé par les machines à commande numérique. En impression 3D, il transforme un modèle numérique en suite d’instructions compréhensibles par la machine.
Chaque ligne correspond à une action :
- Déplacer la tête ;
- Chauffer la buse ;
- Régler le plateau ;
- Activer le ventilateur ;
- Extruder un volume de filament.
L’imprimante exécute les lignes dans l’ordre, une par une. Le G-code est donc essentiel au fonctionnement d’une imprimante 3D.
Bon à savoir : un fichier. gcode est également un fichier texte ! Vous pouvez donc l’ouvrir avec Notepad, TextEdit, VS Code ou un autre éditeur. Son contenu peut sembler dense, mais sa logique reste simple : une ligne, une instruction, une action.
{{cta-3d}}
Qui génère le G-code ?
Dans la grande majorité des cas, vous ne rédigez pas le G-code vous-même. C’est le slicer qui le génère automatiquement.
Les logiciels de slicing (Cura, PrusaSlicer, Bambu Studio, Orca Slicer…) partent de votre modèle 3D (fichier STL, 3MF ou OBJ) pour le découper en couches. Ils génèrent ensuite le G-code, contenant toutes les instructions pour votre imprimante 3D.
Bon à savoir : vous pouvez télécharger des modèles 3D préconçus. Mais si vous souhaitez concevoir vos modèles avec Fusion 360, vous pouvez vous former à Fusion 360.
Quelles sont les 2 grandes familles de commandes ?
Un G-code contient plusieurs instructions, réparties dans 2 grandes familles :
- Les commandes G, qui concernent les mouvements de la tête d’impression ;
- Les commandes M, qui concernent davantage l’état de la machine (chauffer, attendre, ventiler, désactiver les moteurs ou modifier un réglage interne).
Voici un tableau des commandes d’un G-code pour y voir plus clair :
Quelles sont les commandes G-code essentielles en impression 3D ?
Vous n’avez pas besoin de connaître toutes les commandes G-code. En revanche, certaines reviennent dans presque tous les fichiers. Les reconnaître permet de diagnostiquer plus vite les erreurs d’impression 3D.
Tableau des commandes G pour les mouvements et les positions
À retenir : la commande G1 est la plus importante à reconnaître. Sans valeur E, elle déplace la tête. Avec une valeur E, elle déplace la tête tout en extrudant du filament.
Les commandes M pour les fonctions machine
À retenir :
- M104 et M140 lancent le chauffage en arrière-plan ;
- M109 et M190 bloquent la suite jusqu’à la température cible.
Un start G-code combine souvent ces 2 logiques : préchauffage au début, attente juste avant la purge et l’impression.
Comment est structuré un fichier G-code ?
Un fichier G-code se compose généralement de 3 parties :
- Un début pour préparer l’imprimante ;
- Un corps d’impression pour guider les mouvements et l’extrusion ;
- Une fin pour arrêter la chauffe et terminer l’impression proprement.
Tableau : les 3 parties d’un G-code
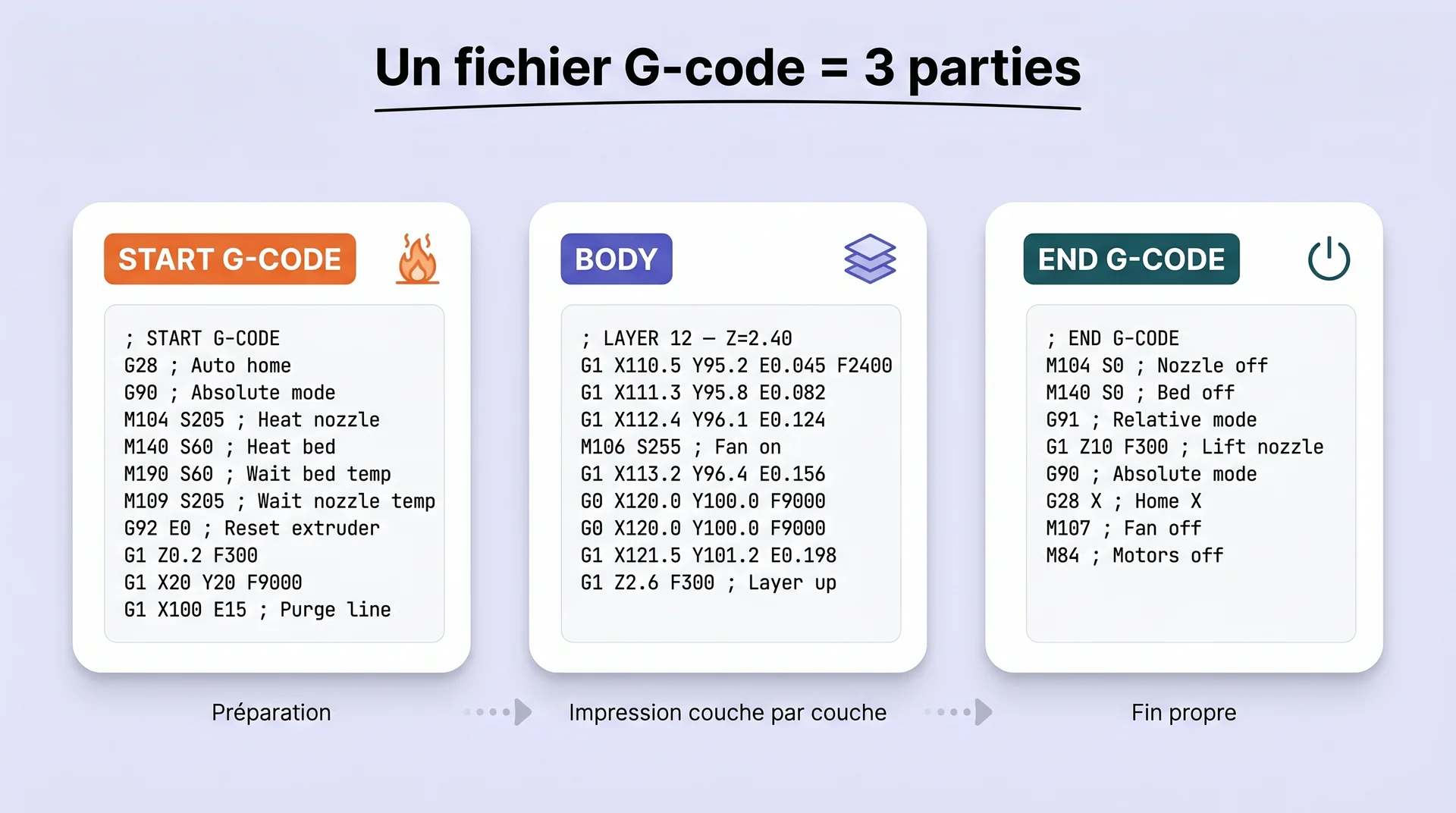
À quoi sert le start G-code ?
Le start G-code prépare l’imprimante avant la première couche. Il prend la structure d’une commande, puis d’un point-virgule, et d’un commentaire.
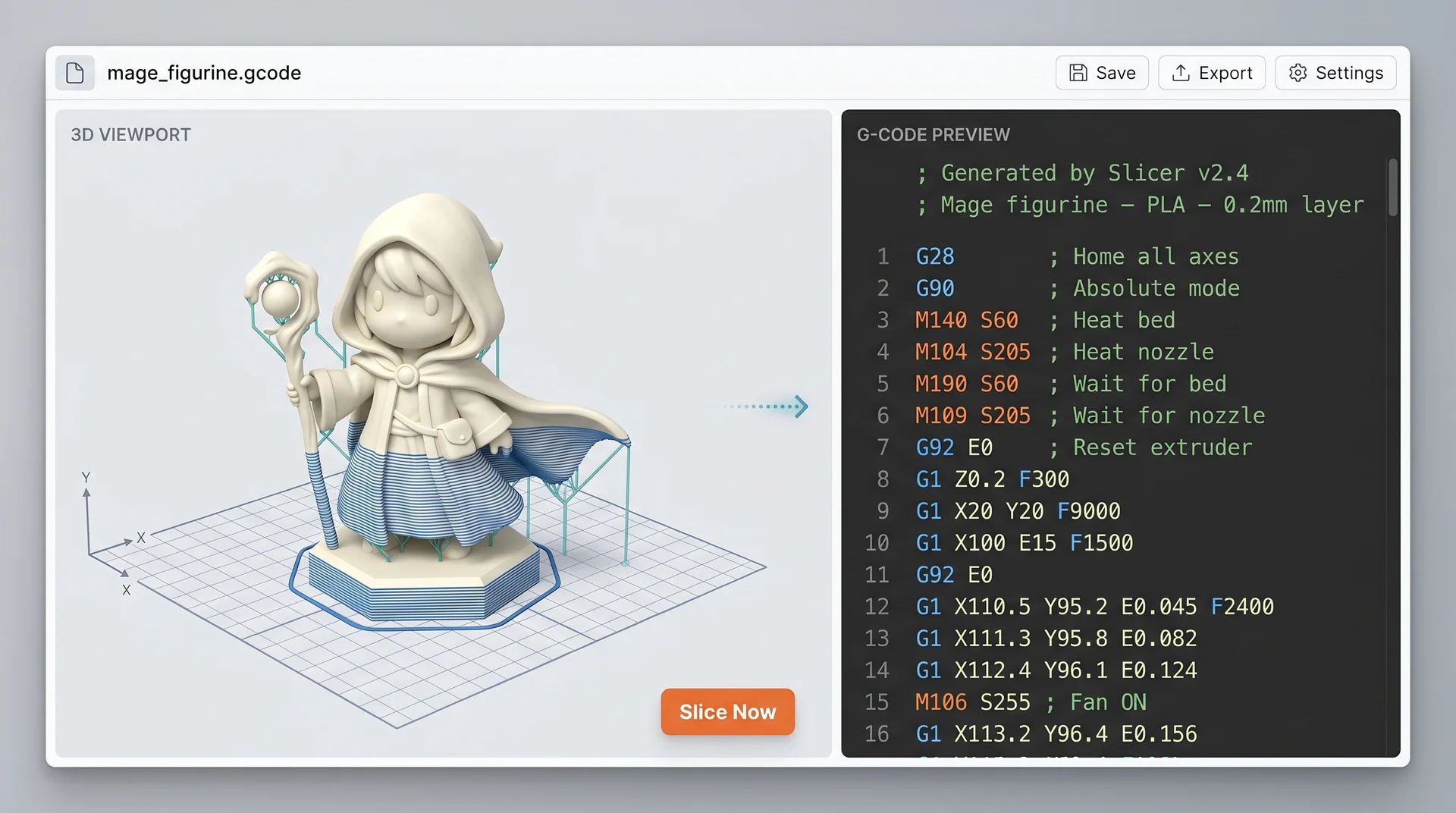
Exemple d’un start G-code typique :
G28 ; Home tous les axes
G90 ; Mode coordonnées absolues
M104 S200 ; Chauffe buse 200 °C sans attendre
M140 S60 ; Chauffe plateau 60 °C sans attendre
M190 S60 ; Attend température plateau
M109 S200 ; Attend température buse
G92 E0 ; Remet extrudeur à zéro
G1 Z0.2 F300 ; Descend à 0,2 mm de hauteur
G1 X20 Y20 F9000 ; Positionne au point de départ de purge
G1 E10 F100 ; Purge 10 mm de filament
G92 E0 ; Remet extrudeur à zéro après purge
Bon à savoir : l’imprimante ne lit pas ce qui suit le point-virgule. Ces commentaires servent à ce que vous puissiez lire le fichier. Les slicers l’insèrent automatiquement à la génération du fichier. gcode.
{{cta-3d}}
Que contiennent le corps et le end G-code ?
Le corps du fichier contient la majorité des lignes : déplacements, extrusion et changements de hauteur Z à chaque couche.
Le end G-code intervient à la fin. Il arrête la chauffe, coupe le ventilateur si nécessaire, éloigne la tête ou avance le plateau, puis désactive les moteurs.
Les commandes G-code sont-elles identiques sur tous les firmwares ?
Les commandes de base (G1, G28, M104 ou M109) sont largement partagées. En revanche, le comportement exact peut varier selon le logiciel interne (firmware) qui pilote l’imprimante 3D. Chaque firmware dispose de ses spécificités.
Voici un tableau comparatif des différences entre les principaux firmware :
Le firmware de votre machine conditionne les commandes disponibles. C’est pourquoi il est essentiel de bien choisir son imprimante 3D.
Attention : avant de réutiliser un start G-code trouvé en ligne, vérifiez toujours la compatibilité avec :
- Le modèle de l’imprimante ;
- Le firmware ;
- Les dimensions du plateau ;
- Le capteur de nivellement ;
- Les coordonnées de purge ;
- Les températures prévues.
À retenir : connaître les commandes de base donne une bonne grille de lecture. Cependant, le G-code reste toujours lié à une machine, un slicer, un firmware et un profil matériau.
Comment modifier son start G-code et end G-code dans le slicer ?
Modifier le start G-code ou le end G-code permet d’adapter le comportement de l’imprimante à vos besoins. Cependant, modifiez-le avec prudence : une mauvaise commande peut déplacer la tête au mauvais endroit ou lancer une chauffe incorrecte.
Pourquoi modifier le start G-code ?
Les modifications les plus courantes servent à :
- Ajouter une ligne de purge personnalisée ;
- Modifier l’ordre du homing (par exemple home Z en dernier pour éviter un crash) ;
- Lancer un nivellement automatique avec G29 ou une macro équivalente si votre imprimante dispose de cette option ;
- Adapter les températures de préchauffage à votre matériau ;
- Chauffer la buse et le plateau en parallèle ;
- Nettoyer la séquence de démarrage.
Pour un débutant, la ligne de purge est souvent la modification la plus utile. Elle confirme que le filament sort correctement avant la première couche.
Comment modifier le G-code dans Cura ?
Dans Cura, ouvrez :
- Paramètres ;
- Paramètres de la machine ;
- Paramètres de l’imprimante ;
- Onglet G-code de départ.
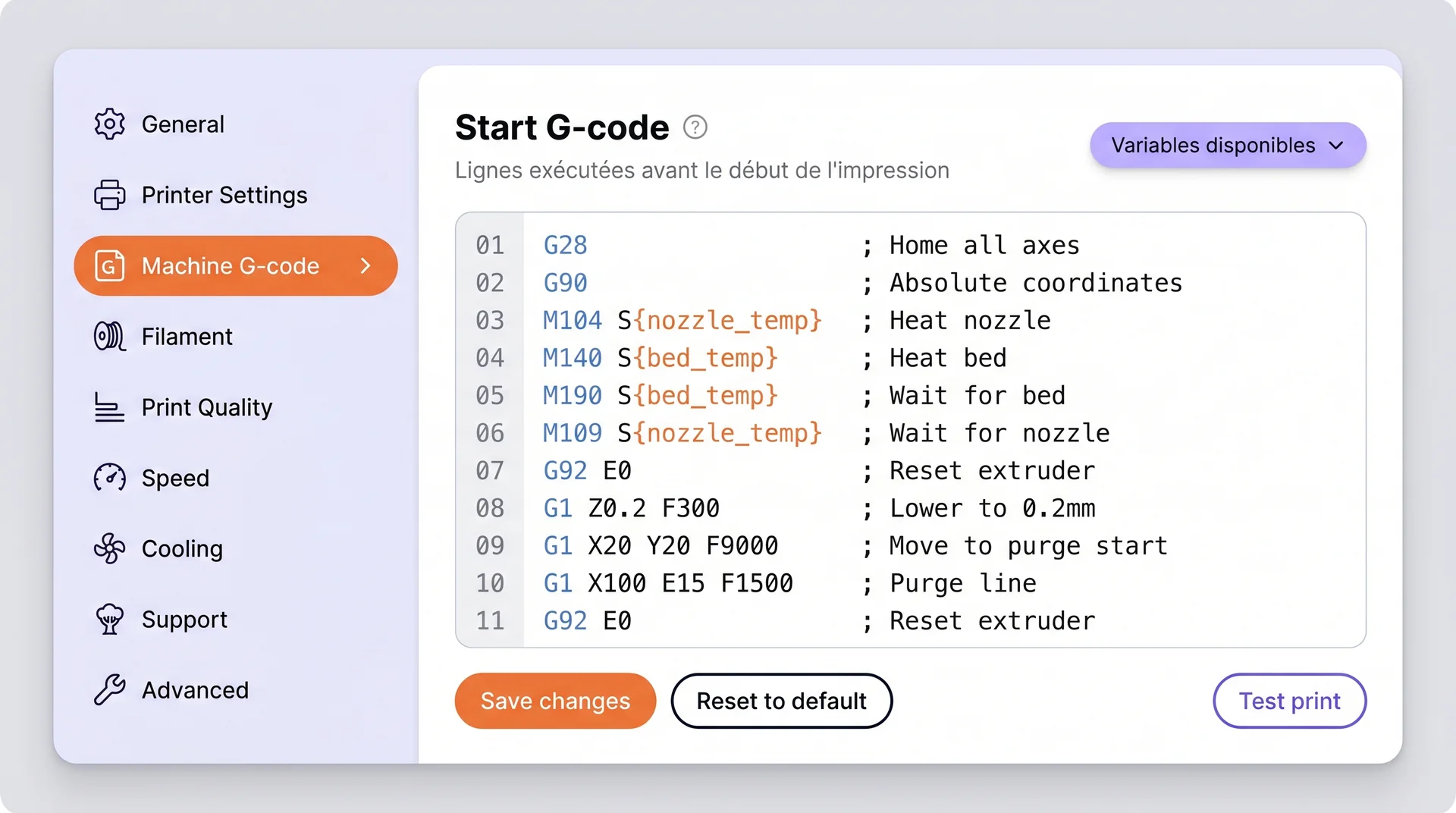
Cura utilise des variables entre accolades. Par exemple :
- {material_print_temperature} pour ajuster la température de la buse ;
- {material_bed_temperature} pour modifier la température du plateau.
Les variables vous évitent de devoir écrire une température fixe dans le G-code. Le slicer les remplace automatiquement par les valeurs du profil matériau au moment de générer le fichier.
Modifier le G-code dans PrusaSlicer ou OrcaSlicer
Dans PrusaSlicer et OrcaSlicer, cherchez la zone dédiée au G-code personnalisé dans les réglages du profil. Suivez le chemin suivant :
- Paramètres d’impression ;
- Sortie de fichier ;
- G-code personnalisé ;
- G-code de départ.
Pour PrusaSlicer, les variables s’écrivent entre crochets : par exemple, [first_layer_temperature] défini la température de la première couche.
Modifier le G-code dans Bambu Studio
Les réglages de G-code de Bambu Studio se trouvent dans :
- Paramètres d’impression ;
- Onglet Machine G-code ;
- Machine start G-code.
Attention : Bambu Lab repose sur un environnement plus propriétaire. Certaines commandes visent des fonctions spécifiques, comme des ventilateurs précis ou des routines de calibration. Évitez de copier directement un start G-code Marlin dans Bambu Studio. Partez du profil existant et modifiez seulement les lignes que vous comprenez.
Modifier un fichier G-code manuellement
Vous pouvez modifier un fichier. gcode déjà généré avec un éditeur de texte. Cependant, cette méthode demande de la prudence. Le plus sûr reste de modifier le profil du slicer, puis de regénérer le fichier.
Pour une modification manuelle de votre G-code :
- Copiez le fichier original ;
- Ouvrez la copie avec VS Code, Notepad ou TextEdit ;
- Cherchez la commande à modifier, par exemple M109 S200 ;
- Changez uniquement la valeur nécessaire ;
- Enregistrez le fichier ;
- Relisez la zone modifiée ;
- Lancez un test avec surveillance.
Évitez de modifier trop de lignes dans le corps de l’impression. Une erreur de coordonnée ou d’extrusion peut dégrader la pièce, créer un bouchon ou provoquer un mouvement dangereux.
Comment utiliser le G-code pour diagnostiquer une impression ratée ?
Le G-code permet de vérifier ce que l’imprimante a réellement reçu comme consigne. Si la buse ne chauffe pas, si le plateau reste froid ou si la purge se passe mal, le fichier peut aider à identifier la commande défaillante.

Tableau de diagnostic d’une erreur d’impression à partir du G-code
Exemple de diagnostic simple
Prenons l’exemple d’une impression PLA qui démarre avec une buse trop froide. Vous ouvrez le fichier. gcode et vous voyez :
M104 S180
M109 S180
Si votre profil PLA doit imprimer à 205 °C, la valeur S180 indique une température trop basse dans le profil du slicer. Corrigez le profil matériau, puis regénérez le fichier.
Autre exemple : si vous voyez seulement M140 S60, l’imprimante lance la chauffe du plateau sans attendre. Utilisez M190 S60 pour bloquer la suite jusqu’à 60 °C.
À retenir : l’examen du G-code ne remplace pas l’analyse mécanique de l’imprimante, mais il donne une trace claire des consignes envoyées.
{{cta-3d}}
FAQ : comment fonctionne le G-code en impression 3D ?
Faut-il comprendre le G-code pour imprimer en 3D ?
Non, il n’est pas nécessaire de comprendre le G-code pour lancer une impression 3D. Votre slicer génère le fichier automatiquement depuis votre modèle 3D et vos réglages.
En revanche, connaître les commandes essentielles permet de :
- Mieux diagnostiquer les impressions ratées ;
- Personnaliser le démarrage de votre machine ;
- Comprendre ce que fait réellement l’imprimante.
Pour vous lancer directement, découvrez nos idées de projets à imprimer sans avoir à modifier une seule ligne de G-code.
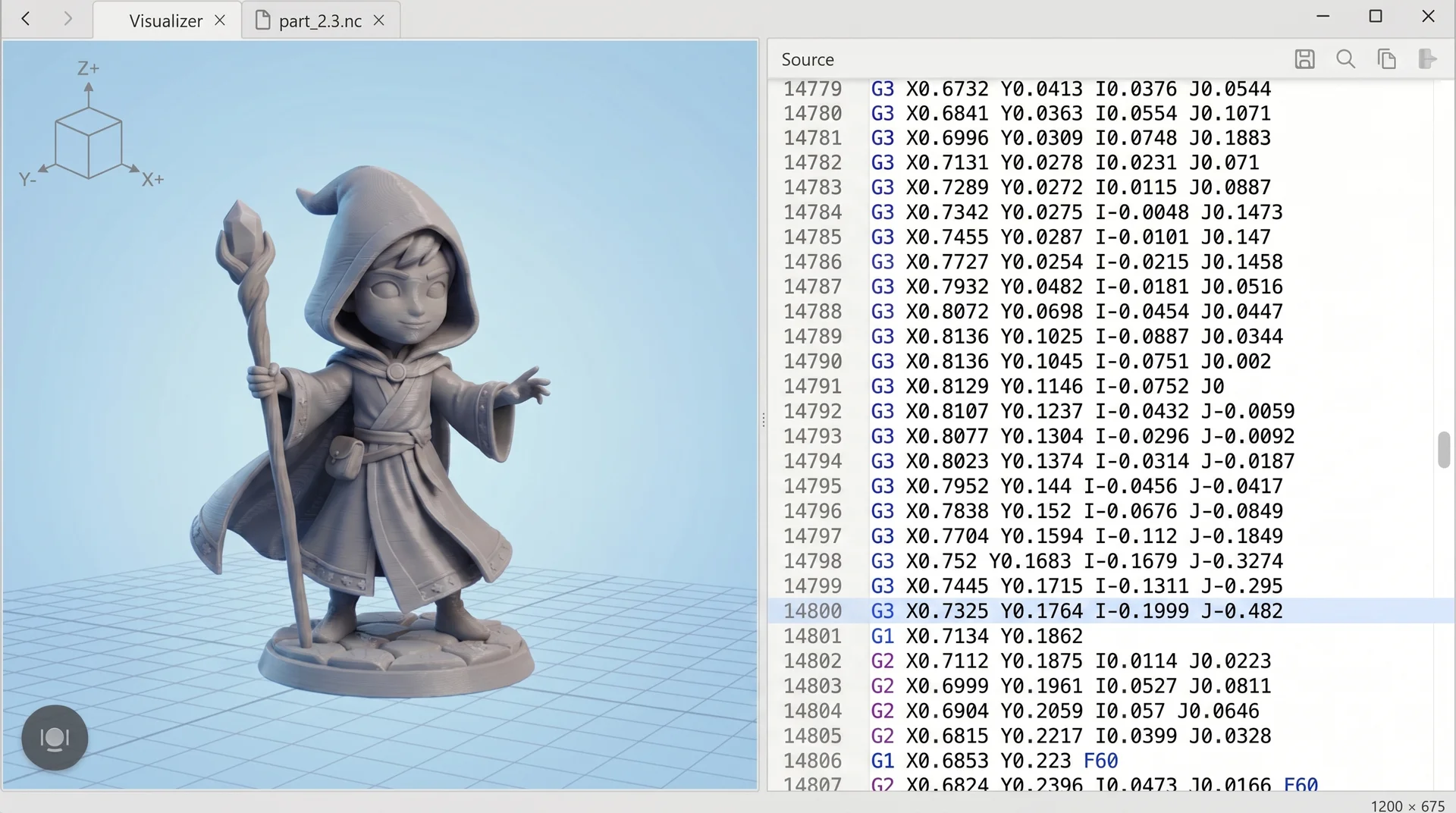
Comment ouvrir et lire un fichier G-code ?
Un fichier. gcode est un fichier texte standard. Vous pouvez l’ouvrir avec Notepad sur Windows, TextEdit sur Mac ou un éditeur de code comme VS Code.
Pour une lecture plus visuelle, utilisez le prévisualiseur intégré de votre slicer ou un visualiseur G-code en ligne. Vous pourrez voir les trajectoires, les couches, les déplacements à vide et les zones d’extrusion.
Quelle est la différence entre M104 et M109 ?
M104 lance le chauffage de la buse sans attendre. L’imprimante passe donc immédiatement à la commande suivante. Cette commande sert au préchauffage.
M109 lance aussi le chauffage de la buse, mais attend que la température cible soit atteinte avant de continuer. Elle sert juste avant l’impression, pour garantir que la buse atteigne la bonne température.
Le G-code est-il le même pour toutes les imprimantes 3D ?
Les commandes de base sont largement communes : G28, G1, M104, M109, M140 ou M190 se retrouvent sur de nombreuses machines.
En revanche, chaque firmware peut ajouter ses propres commandes, macros ou paramètres :
- Klipper utilise beaucoup de macros personnalisées ;
- Bambu Lab ajoute des comportements spécifiques à son environnement.
Un G-code prévu pour une machine Marlin doit donc être adapté avant d’être utilisé ailleurs.
Comment ajouter une ligne de purge en début d’impression ?
Pour ajouter une ligne de purge, modifiez le start G-code dans votre slicer. Après le homing et la chauffe, vous pouvez ajouter :
G92 E0
G1 X5 Y5 Z0.3 F9000
G1 X100 E15 F1500
G92 E0
La première ligne remet l’extrudeur à zéro. La deuxième place la tête au point de départ. La troisième trace une ligne en extrudant du filament. La dernière remet à nouveau l’extrudeur à zéro. Adaptez toujours les coordonnées à la taille de votre plateau.
.jpg)
Passionné de 3D, je vous aide à comprendre toutes les facettes du logiciel Blender.
Sur le même sujet